Research grant of
the National Science Centre, Kraków, Poland, No. N
N109 051438
Sword manufacture
technology in the present-day territory of Poland,
the 5th-the end of the 15th c.
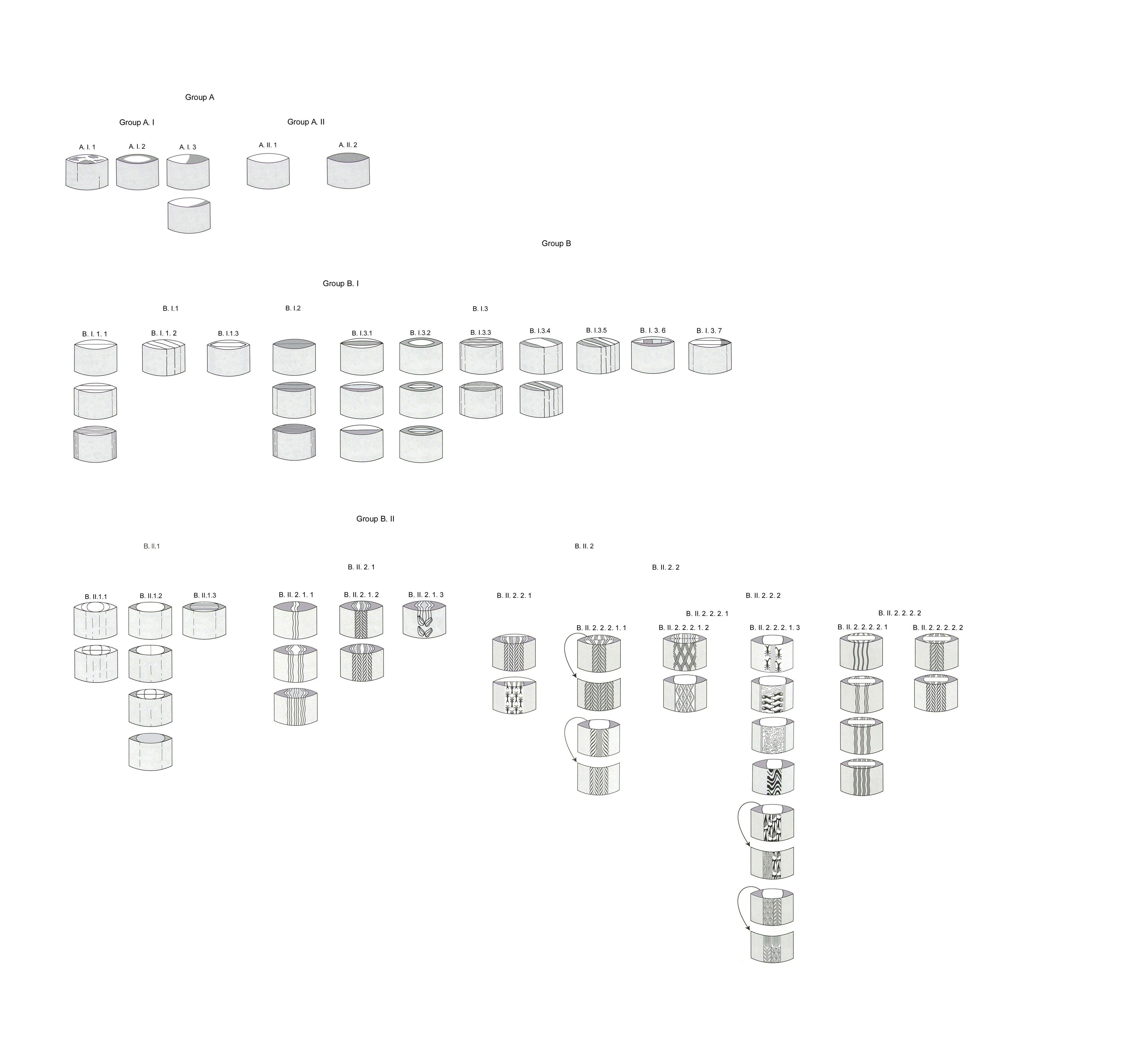
Typology
of construction of sword blades
A point of departure is the analysis of technology of Roman
Period swords, carried out by M. Biborski, P. Kaczanowski, Z. Kędzierski and J.
Stępiński (Biborski, Kaczanowski, Kędzierski, Stępiński 1982; with additions in the work of M. Biborski and J. Ilkjær, 2006, and
modified by G. Żabiński). Furthermore, it was
completed with the typology of construction of
The first division concerns two basic groups of blades:
- A – made of one piece of
metal
- B – made of many pieces of
metal
Group A can be further divided into subgroups:
- A. I – made of one piece of
heterogeneous metal
- A. I. 1 - traces of welds
are distributed in a random manner and they result from repeated forging of
blooms in order to receive larger and possibly homogeneous pieces of metal. The
same concerns the distribution of microstructure components, with special
reference to zones with higher carbon content. Generally, these are low carbon blades which renders thermal treatment hardly
possible
- A. I. 2 – the distribution
of microstructure components results from intentional proceeding of the
manufacturer. Zones with higher carbon contents are distributed in the edges
and (although not necessarily) in the flats of the blade, while the core is low
carbon. Such blades could undergo thermal treatment
- A. I. 3 – the distribution
of microstructure components results from intentional proceeding of the
manufacturer. However, the high carbon zone encompasses one edge only. The zone
may encompass a half of one flat or a half of both flats
- A. II – blades made of one
piece of homogeneous metal. This subgroup can be divided into:
- A. II. 1 – blades made of one piece of iron (or low carbon steel, so
that no thermal treatment is possible)
- A. II. 2 – blades made of one piece of steel. Such blades could be
thermally treated. This group also includes blades made from crucible steel
Group B can be further divided into subgroups:
- B. I – blades made from
horizontally arranged laminas (layers) of metal, where traces of welding
basically go in parallel to the flats of the blade
- B. II – blades made from
bars, where traces of welding basically go in perpendicular to the flats of the
blade
Further divisions of Subgroup B. I are the following:
- B. I. 1 – blades from
layers of iron
- B. 1. 1. 1 – blades from
layers of iron, where traces of welds go in parallel to the flats of the blade
- B.
- B.
- B. I. 2 – blades from
layers of steel
- B. I. 3 – blades from
layers of heterogeneous, consciously selected metal (iron or low carbon steel
and high carbon steel). This subgroup is divided into:
- B.
- B.
- B.
- B. I. 3. 4 – blades
made from several layers of iron and steel, arranged obliquely to the
horizontal axis of the cross-section of the blade
- B.
- B.
- B.
Subgroup B. II (the largest and the most diversified one)
included blades made of bars of metal, usually with different microstructure
and chemical composition. Its further divisions are the following:
- B. II. 1 – blades with no visible pattern in their flats (not
pattern-welded), made by welding the edges to the core. Within such blades,
there are:
- B. II. 1. 1 – blades with
welded-on iron edges, in all probability made without a conscious selection of
material. The number of bars in the core may vary; furthermore, they may be
arranged in one or two layers
- B. II. 1. 2 – blades with
welded-on steel edges. The number of bars in the core may vary; furthermore,
they may be arranged in one or two layers and there may be differences in
carbon content between the core bares and the edges
- B. II. 1. 3 – blades with
welded-on steel edges and cores composed of several layers of metal with lower
carbon content
- B. II. 2 – blades with a visible pattern in their flats
(pattern-welded). They consist of a core which is made from several bars and
welded-on edges. Such blades are further divided into:
- B. II. 2. 1 – blades with
the pattern running from one flat to the other one. This subgroup is further
divided into:
- B. II. 2. 1. 1 – blades with a pattern of bars which are welded in
perpendicular to the horizontal axis of the cross-section
- B. II. 2. 1. 2 – blades with a pattern of bars composed of thin layers of
metal with different properties. Such layers are welded together and then
twisted. The number of bars may vary and they are welded together in
perpendicular to the horizontal axis of the cross-section of the blade
- B. II. 2. 1. 3 – blades with a pattern of bars which were welded together in
perpendicular to the horizontal axis of the cross-section of the blade. In some
parts such bars consisted of layers which were welded together in a straight
manner, and in other parts they were twisted
- B. II. 2. 2 – blades with
the pattern which does not run continuously from one flat to the other one.
This subgroup is further divided into:
- B. II. 2. 2. 1 – blades with one pattern-welded flat
- B. II. 2. 2. 2 – blades with two pattern-welded flats. This subgroup is
further divided into:
- B. II. 2. 2. 2. 1 – blades
with two pattern-welded flats which also form the core. Such blades include:
- B. II. 2. 2. 2. 1. 1 – blades with a pattern of bars consisting of layers which
were welded together and then twisted. The core consists of two layers of bars
- B. II. 2. 2. 2. 1. 2 – blades with a pattern of bars which were welded together and
twisted in such a manner that a pattern of trellis or diagonal grid can be seen
on the surface
- B. II. 2. 2. 2. 1. 3 – blades with diversified patterns of bars, being combinations
of stripe, herringbone and others
- B. II. 2. 2. 2. 2 – blades
with two pattern-welded flats and a homogeneous iron or low-carbon steel core.
This subgroup includes:
- B. II. 2. 2. 2. 2. 1 – blades with two pattern-welded flats. The pattern is formed
from bars which are welded in perpendicular to the horizontal axis of the
cross-section of the blade. Their cores are made from one piece of metal
- B. II. 2. 2. 2. 2. 2 – blades with two pattern-welded flats. The pattern of bars is
composed of thin layers of metal with different properties. Such layers are
welded together and then twisted. The number of bars may vary and they are
welded together in perpendicular to the horizontal axis of the cross-section of
the blade. Their cores are made from one piece of metal
Bergman, L. T, Arrhenius, B. 2005
Excavations at Helgö
XV. Weapon Investigations. Helgö and the Swedish Hinterland.
Biborski, M., Ilkjær, J. 2006 Illerup Ådal. 11 Die Schwerter. Textband.
Biborski, M., Kaczanowski, P., Kędzierski, Z., Stępiński J. 1982 “Metallographische
Untersuchungen als
Kriterium einer Identifikation römischer Schwerter.”
In Ancient iron manufacture centres in northern
central
Pleiner, R. 1993 The Celtic Sword.
Williams, A. R. 2012 The Sword and the Crucible. A History of the
Metallurgy of European Swords up to the 16th Century.
Leiden-Boston
Copyright by Gladificium
Design by flankerds.com
{kind=link}